Вальцовка — один из ключевых процессов в металлообработке, позволяющий придавать листовому металлу цилиндрическую или коническую форму. От точности этого этапа зависит не только внешний вид изделия, но и его эксплуатационные характеристики.
Особенно высокие требования предъявляются при изготовлении конусов и обечаек — элементов, которые используются в ёмкостях, трубопроводах, вентиляционных системах и промышленных установках.
Что представляет собой вальцовка конусов и обечаек
Обечайка — это цилиндрическая оболочка, полученная из листа металла в результате вальцовки.
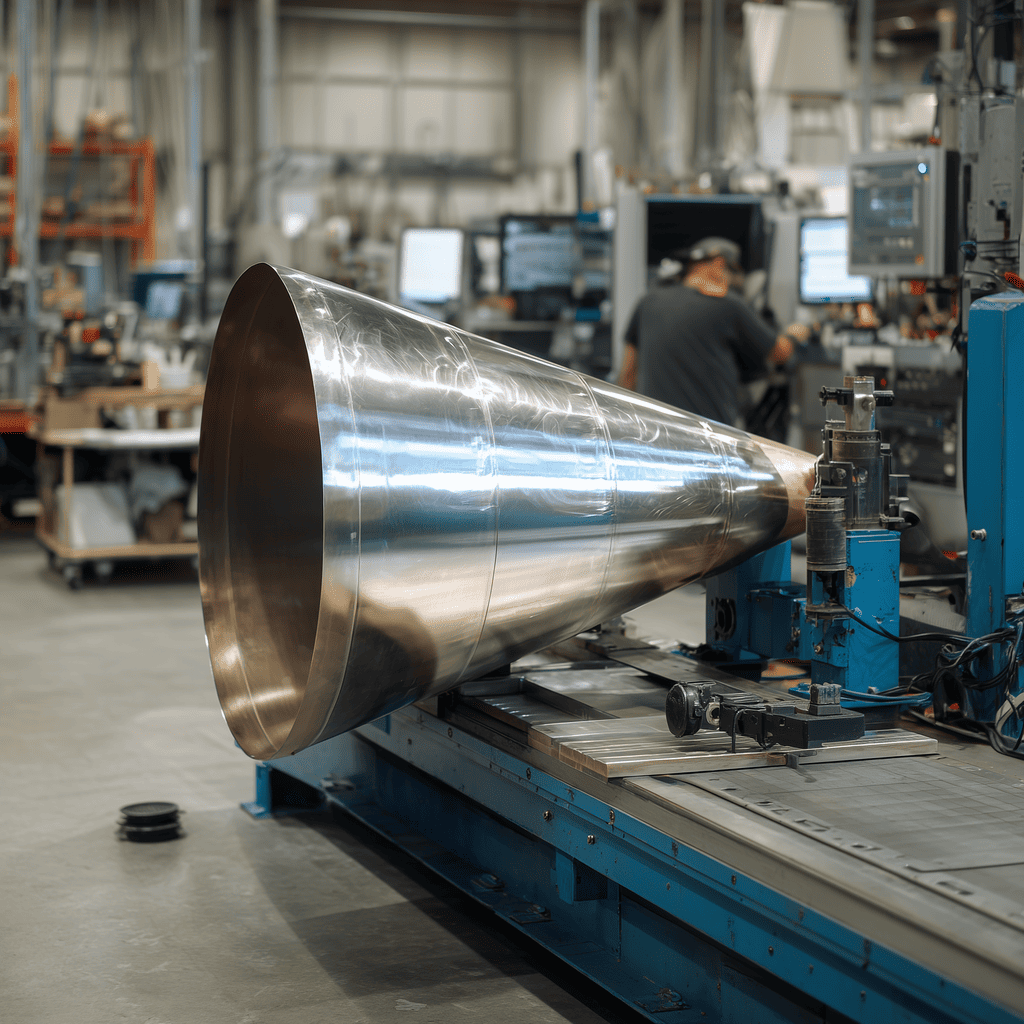
Конус — это заготовка с разными диаметрами торцов, требующая более сложной геометрии и точного расчёта развертки.
Процесс выполняется на листогибочных или трёх- и четырёхвалковых вальцах, где металл постепенно изгибается под действием роликов.
Главная задача — добиться равномерного радиуса по всей длине заготовки, без овальности и складок.
Основные этапы вальцовки
-
Подготовка заготовки.
Выполняется разметка, раскрой листа и снятие заусенцев. Для конусов дополнительно рассчитывается развертка под нужный угол. -
Настройка оборудования.
Определяются зазоры между валками, скорость подачи и угол наклона боковых роликов. Для конусов один из краёв подаётся под меньшим радиусом. -
Предварительная гибка кромок.
Чтобы избежать плоских участков, выполняется предварительное подгибание краёв листа перед основной вальцовкой. -
Основная вальцовка.
Заготовка проходит несколько циклов через валки до достижения требуемого радиуса. Для конусов — выполняется последовательная корректировка положения боковых роликов. -
Контроль геометрии.
Проверяется совпадение диаметров, углов и овальности. При необходимости выполняется корректирующий проход.

Особенности вальцовки конусов
Вальцовка конусов требует высокой квалификации оператора и точной настройки оборудования. Основные трудности:
-
Разная длина образующих. Один край заготовки проходит через валки быстрее другого, что требует постоянной регулировки усилия.
-
Сложность расчёта развертки. Ошибка даже в несколько миллиметров приведёт к несовпадению кромок при сварке.
-
Риск деформации тонкого металла. При малых толщинах возникает неравномерное растяжение, особенно при большом угле конуса.
Для компенсации этих эффектов применяют пошаговую вальцовку с постепенным уменьшением радиуса, а также предварительное калибрование по шаблону.
Как добиться идеальной геометрии
Чтобы получить точный конус или обечайку, важно соблюсти несколько ключевых условий:
-
Точная подготовка развертки. Использование CAD-моделей и раскроя с минимальными погрешностями.
-
Исправное оборудование. Износ роликов или перекос валков моментально отражается на качестве изделия.
-
Опыт оператора. Даже при автоматизированной подаче требуется ручная корректировка положения листа.
-
Контроль после каждой операции. Измерение радиуса и диаметров позволяет избежать накопления ошибок.
-
Калибровка изделия после сварки. После соединения кромок геометрия часто немного «уходит» — корректировка на вальцах позволяет вернуть точные размеры.
Типичные ошибки и способы их избежать
-
Овальность обечайки. Возникает при неравномерном давлении на ролики. Решение — равномерная подача и контроль при каждом проходе.
-
Неправильный радиус конуса. Чаще всего связан с ошибкой при раскрое — стоит проверить расчёт развертки.
-
Заломы на краях. Появляются при отсутствии предварительной гибки — необходимо выполнять подгиб перед вальцовкой обечаек.
-
Несовпадение кромок. Возникает при перекосе листа — важно соблюдать параллельность при подаче.
Где применяются конические и цилиндрические обечайки
Изделия, полученные в результате вальцовки, используются во множестве отраслей:
-
резервуары и ёмкости высокого давления;
-
дымоходы и вентиляционные системы;
-
опоры, корпуса и переходники трубопроводов;
-
элементы котельного и энергетического оборудования.
От точности геометрии таких деталей зависит герметичность, прочность и срок службы всей конструкции.
Вальцовка конусов и обечаек — процесс, в котором соединяются точные расчёты, квалификация оператора и надёжное оборудование. Добиться идеальной геометрии возможно только при соблюдении всех технологических параметров и строгом контроле каждого этапа.
Именно поэтому профессиональная вальцовка — это не просто услуга, а показатель инженерного мастерства и культуры производства.